Недорогой низкоскоростной станок для производства двухслойных бумажных стаканчиков JMD-2BZ
Данная машина для производства Двухслойных Стаканов может работать как отдельно от станка по изготовлению однослойного стакана, так и совместно в одной линии. В этом случае оборудование необходимо дооснастить промежуточным столом, специальными трубами и соединителями.
При работе в линию готовые однослойные стаканчики поступают автоматически в специальный приёмник JMD-2BZ, откуда вкладываются и вклеиваются в рубашку (обечайку). При одиночной работе оборудования, оператор вручную укладывает стопу однослойных стаканчиков в приёмное устройство.
Главной особенностью модели, является возможность её комплектации ультразвуковым или термоклеевым устройством сварки шва второго слоя стакана. При использовании обычного картона, шов сваривается горячим клеем, то есть термоклеевой станцией. Если есть необходимость использовать ламинированный картон, станок можно оснастить ультразвуковой сваркой. Причем, машина может быть укомплектована только термоклеевой станцией, или только ультразвуковой станцией, или и термоклеевой и ультразвуковой одновременно, что позволит использовать оборудование для производства второго слоя как из обычного картона, так и из ламинированного.
К однослойному стаканчику второй слой приклеивается холодным клеем на основе ПВА. Нанесение на внутреннюю поверхность холодного клея осуществляется диском, за счёт центробежной силы. Сервопривод клеевого устройства позволяет наносить строго необходимое количество клея, что привоит к экономии и хорошему качеству выпускаемой продукции.
Органы управления и контроля вынесены на переднюю панель управления. PLC контроль. Готовая продукция (двухслойные стаканы) собираются в стопу в специальном приёмном устройстве, откуда их вынимает вручную. Опционально возможно установить приёмный стол с комплектом труб и соединителей, тогда стаканчики будут поступать в приёмку автоматически. Стол имеет свой счётчик с задаваемым количеством изделий.

Технические характеристики:
|
Модель
|
JMD-2BZ
|
|
Картон для рубашки
|
1) Ламинированный (1РЕ) – сварка по продольному шву ультразвуком (Стандарт).
2) Обычный неламинированный – склейка при помощи термоклея (Опция).
|
|
Плотность картона
|
170-400г/м2 (Если картон ламинированный, то толщина слоя РЕ не менее 15г/м2)
Оснастка изготавливается для определённого размера стакана и под определённую плотность картона. Изменение плотности картона допускается в пределах ±20гр/м2.
|
|
Производительность
|
40-50шт/мин
|
|
Потребляемая мощность
|
3кВт, 380В, три фазы, 50Гц
|
|
Расход воздуха
|
0,4м3/мин; 0,6МПа
|
|
Вес машины
|
~1500 кг
Точный вес оборудования уточняется перед отправкой!
|
|
Габаритный размер машины (ДхШхВ)
|
2630х1060х1820мм
|
|
Габаритный размер приёмного стола (ДхШхВ)
|
1030х710х1760мм
|
|
Вес приёмного стола
|
130кг
|
|
Температура окружающей среды
|
От +18 до +35ºС
|
|
Относительная влажность окружающей среды
|
85% max
|
|
Отсутствие легковоспламеняющихся и взрывоопасных веществ рядом с машиной.
Отсутствие сильных вибраций бетонного пола, на который будет установлена машина.
|
Размеры стакана с рубашкой (обечайкой):
|
D1 (верхний диаметр)
|
До 90мм
|
|
Нижний диаметр
|
До 60мм
|
|
H (высота стакана общая)
|
До 135мм
|
|
Объём стакана
|
3-16oz (90-480мл)
|

Схема изготовления двухслойного стакана:
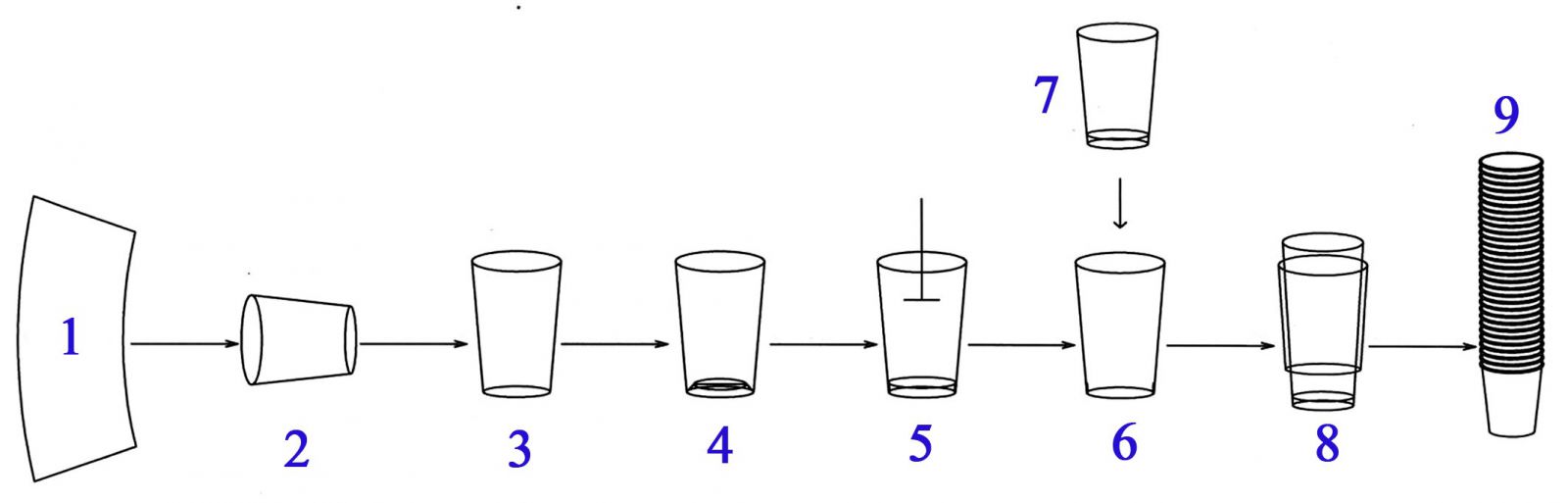
1 – Заготовки укладываются в устройство подачи.
2 – Сварка по шву ультразвуковым устройством, либо горячим клеем.
3 – Подача готовых рубашек на вращающийся диск.
4 – Формовка низа рубашки (если есть необходимость).
5 – Нанесение клея на внутреннюю поверхность.
6 – В рубашку вставляется однослойный стакан 7.
8 – Запрессовка рубашки к верхнему кольцу однослойного стакана.
9 – Приём продукции на приёмном столе.
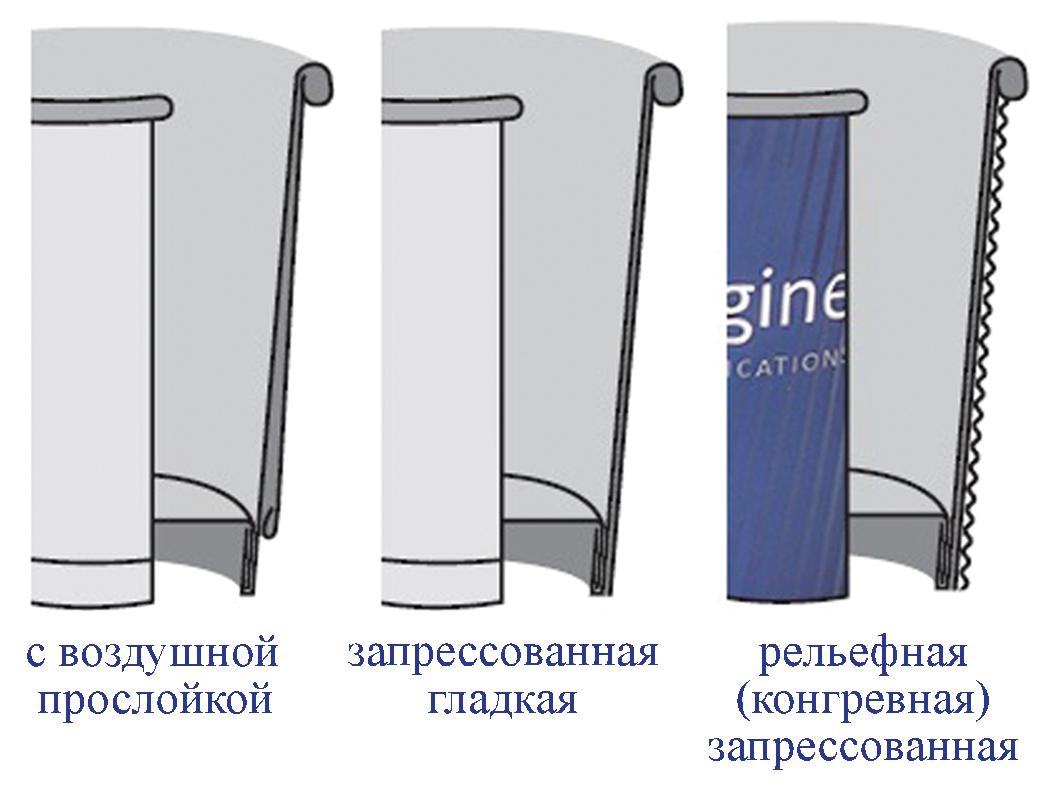
Виды стаканов:
- В зависимости от вида рубашки, на машину устанавливается необходимая оснастка.
- Если второй слой предполагается рельефный, то рельеф на заготовке должен быть нанесён заранее на стороннем оборудовании.
|